


Additive Manufacturing with 3D Thermoset Print Media
During the last decade, 3D printing utilizing printable polymers has gained traction. This column will cover pivotal advancements in additive manufacturing, as well as differences between thermoplastic and thermoset technologies for making molds using additive methods.
One of the most significant developments was the introduction of large format, 3D printing in 2014 under a Cooperative Research and Development Agreement (CRADA) between the Manufacturing Development Facility (MDF) at Oak Ridge National Laboratory (ORNL) and Cincinnati Inc. (CI). The joint effort led to commercial development of CI’s BAAM™ printer using a high throughput extrusion process that could melt and deposit multiple pounds of thermoplastic beads using a precise additive manufacturing process. The printer utilized an 8-foot-wide, 20-foot-long moveable print bed that was far larger than any polymer printer at the time.
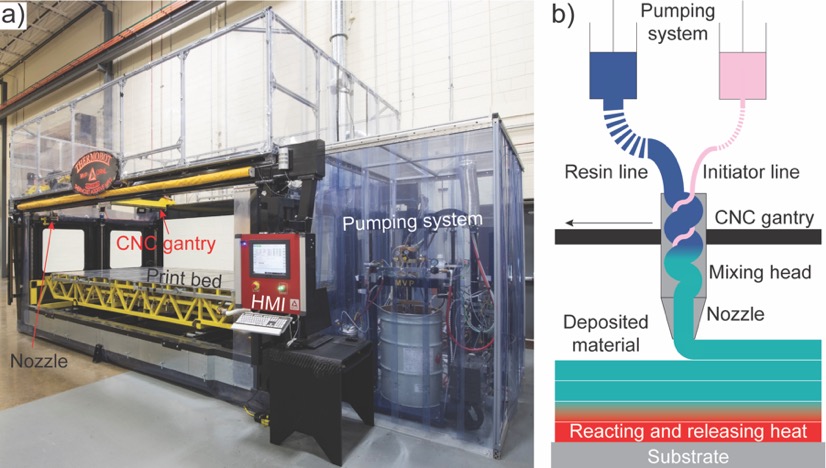
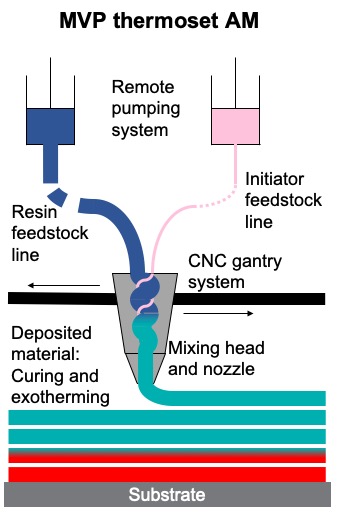
In 2017, Magnum Venus Products (MVP) launched a 3D printer line known as Reactive Additive Manufacturing (RAM). RAM printers are unique from other large format printers in that they use liquid, thermoset-based materials that are pumped and combined with an organic peroxide and deposited in successive layers.
Early development work was done under joint development agreements at ORNL’s MDF for the RAM printer and Polynt Composites for material development. Much of the RAM work at ORNL has focused on using Polynt Reactive Deposition (PRD) print media, which are viscous, toothpaste-like liquids incorporating vinyl ester resins. PRD print media is room temperature activated and solidifies within 15 to 30 minutes after deposition. Pumpable PRD materials are easier to process and require much less energy to manufacture than alternative thermoplastic materials.
Thermoset additive manufacturing (TSAM) development work is currently shared between ORNL, Mississippi State University, MVP and Polynt. A key characterisitic of TSAM is that the pumpable liquid chemically reacts with the surface of the prior beads and substrate during its cure cycle. This chemical reaction of layers is one of the major advantages of TSAM over thermoplastics, which have no chemical bonding, but are only mechanically joined by fusion.
In thermoplastics, timing is critical to melt a new bead into a previously deposited bead. Failure to melt two beads together will result in issues with bead-to-bead adhesion and can create voids, causing visual cosmetic defects, bond line failures and loss of vacuum integrity, especially when building tooling used for manufacturing parts. Another issue with thermoplastic deposition is anisotropy, which occurs when fiber reinforcements are extruded in a solid media.
Carbon fiber is often used to control warpage of 3D-printed thermoplastics as they cool and shrink. But fibers will align in the direction of print as they are extruded within a solid media, such as acrylonitrile butadiene styrene (ABS), polyethersulfone (PESU) and polyether ether ketone (PEEK). It is common to see a 60% to 80% decrease in mechnical properties with carbon fiber reinforced thermoplastics when comparing in-plane (X-Y) properties as opposed to out-of-plane (Z-direction) in thermoplastic print media, which is caused by fiber alignment. Z-direction strength has no fibers bridging the melted thermoplastic to thermoplastic beads.
With thermosets, beads are not melted together. They are deposited as a viscous liquid that flows together while also chemically reacting. This results in much improved inter-layer bond strength and mechanical properties. Thermoset medias are viscous liquids rather than molten solids and allow a greater degree of fiber movement, resulting in random orientation within the cured part. This results in more isotropic mechanical properties for thermosets versus thermoplastic anisotropy described earlier. Thermoset print media have reactive bonding sites, which leads to much stronger bond strength between layers and enables more isotropic prints.
Specific advantages of pumpable liquid print media, such as PRD, include the ability to start and stop a print for inclusion of items – such as metal inserts, reinforcing materials, core materials and cooling/heating lines – through a unique feature called “pick and place” on the RAM printer. Additionally, thermosets can print multiple sections at the same time, which can be bonded using the same print media to “glue” sections together, similar to how many composites today are built in sections or laminate layers to maximize perfomance characteristics, such as strength and stiffness. Support structures can often be eliminated by printing items out-of-plane, in 90-degree overhangs.
Advancements in additive manufacturing using thermoset print media continue. To date, most of the work has centered around tooling, specifically mold-making and fixtures. Part production will likely need to incorporate continuous fibers for improved strength and necessitate robotic 3D printers to deposit the fiber. Current development is focused on higher heat resistant materials, thermally conductive material and very low coefficient of linear thermal expansion (CLTE) materials for mold-making applications in particular.
Rick Pauer is applications specialist at Polynt Composites. Email comments to rick.pauer@polynt.com.
Disclaimer: Opinions, statements and technical information within the Tech Talk column are that of the authors. ACMA makes no warranty of any kinds, expressed or implied, with respect to information in the column, including fitness for a particular purpose. Persons using the information within the column assume all risk and liability for any losses, damages, claims or expenses resulting from such use.

Vectorply combines highly engineered composite reinforcements w/ industry-leading engineering & technical support to help customers achieve their production goals.

A lower-cost “print only” line of machines built around proven LSAM technology
More from Composites Magazine




SUBSCRIBE TO CM MAGAZINE
Composites Manufacturing Magazine is the official publication of the American Composites Manufacturers Association. Subscribe to get a free annual subscription to Composites Manufacturing Magazine and receive composites industry insights you can’t get anywhere else.