


VIP Treatment
Boat hulls and wind blades may be the first applications that come to mind when people think about vacuum infusion processing (VIP). But other markets aside from marine and wind energy have turned to the fabrication method to create products – including high-profile ones like Postcards: A 9/11 Memorial.
Located in Staten Island, N.Y., the memorial honoring the borough’s residents who were killed in the September 11 attacks and the 1993 World Trade Center bombing features two free-standing, 40-foot-high walls that resemble wings. The soaring white walls were originally designed in concrete, but the architect and engineers switched to GFRP to build strong, curved panels that could withstand wind and salt water.
The memorial is just one example of what’s possible with VIP, also referred to as resin infusion. The manufacturing process gained prominence in the 1990s, when TPI Technology patented the Seeman Composites Resin Infusion Molding Process (SCRIMP). That technology was invented to meet demanding requirements for U.S. Navy projects. Since then, companies have turned to VIP, a closed-mold process that uses vacuum pressure to infuse resin into the laminate, for everything from trains and ballistic panels to swimming pools and industrial parts.
“Resin infusion has been around for decades, but the industry keeps improving and enhancing materials,” says Ashley Duncan, product and applications specialist at Polynt Composites USA Inc.
A Bevy of Benefits
Vacuum infusion processing offers numerous benefits, many of which are well established. VIP delivers high-quality, more consistent parts compared to open molding. But there are also trickle-down advantages that are less recognized.
“Because the resin content goes down, the fiber ratio goes up with vacuum infusion. The fibers are now doing all the work, which makes the parts a lot stronger,” says Belle Blanding, manager of the Diab Application Center. “That allows people to consider sandwich technology, where they might not have in the past. Ultimately, that makes a lighter, stronger product.”
Part consistency stems from the high control afforded by the vacuum infusion process, which can’t be achieved with open molding processes. Industry veteran and consultant Andre Cocquyt recalls working with a large boat builder years ago that was initially skeptical about VIP.
“They claimed they could control their open molding process within 5% of rough hull weight,” says Cocquyt. “But when I convinced them to perform an audit and weigh a number of hulls, they never got below 10% difference in average weight. If you have a 10,000-pound hull, that’s 1,000 pounds.”
The company switched to VIP, and the variation initially averaged between 100 and 250 pounds with new technicians learning on the job. Cocquyt adds that with experienced technicians, the average difference can drop to 25 to 50 pounds on a 2,000-pound hull.
There’s another benefit to consistency, says James Jones, lead technical support manager at Composites One. “When parts are more consistent, later down the line in assembly they go together more easily,” he says.
But perhaps the most notable advantage of VIP is an improved working environment, which checks off a couple of priorities in today’s business climate.
“An improved working environment in the plant helps companies attract a more stable, higher quality workforce and leads to better employee retention,” says Duncan. “VOC and HAP emissions are virtually eliminated when using closed mold processes compared to open mold spray-up, which could help companies reduce regulatory costs.”
Another benefit of VIP, reduced mold cycle times, also has workforce implications that grab the attention of companies striving for lean operations.
“With open molding, you work against a clock on the resin gel time, so you can see a part with eight or 10 people rolling out fiberglass,” says Jones. “In resin infusion, you might be able to make that part with two people.”
The Evolution of VIP
While vacuum infusion processing is a mature technology, there’s still room for advancements.
“Changes in the market are more of an evolution than a revolution,” says Jones. “There are newer reinforcements with higher permeability and flow. There are different process materials – for instance, combination products where you combine peel ply release film and the flow media, which reduces the labor to install and remove it.”
Suppliers have developed other products to overcome one of the challenges of VIP – creating a Class A finish.
“With VIP, you have a much higher fiber content, so the fibers are much closer to the mold surface, which translates into distortion or fiber print-through,” says Jones. “To address this challenge, there are now low-profile resins that give you a better profile and lower exotherm, so you don’t develop as much heat.”
Core materials have been tweaked, too. For instance, suppliers have added grooves into the cores to eliminate flow media costs. Some kitters, such as Diab’s Application Center, can apply grooves that function as contour cuts and resin distributors. In addition, ancillary supplies have also evolved, with more off-the-shelf items.
“Materials outside the mold – like the feed lines and vacuum lines – are now much easier to access pre-made,” says Blanding. “You want to be able to buy it and use it rather than have to buy it, make it and then use it.”
As materials improve, so do opportunities to penetrate markets beyond marine and wind energy. Tooling is an application for manufacturers to consider.
“As more people are incorporating closed mold into their manufacturing processes, they recognize that they can use it to build their molds. Using resin infusion to build fiberglass molds offers the same benefits as using resin infusion for parts production, such as improved tool quality,” says Duncan. “Resin infused molds allow for faster buildup of laminate layers and cores using dry goods that can be specifically loaded where needed while offering excellent laminate consolidation and minimizing air voids, especially around cores.”
Recognizing the potential for mold-making, Polynt expanded its Optiplus® line to include an infusion mold resin system. “It has excellent dimensional control, improved surface quality and higher glass content compared to an open mold system,” says Duncan. “That system also offers improved heat resistance, which helps mold life expectancy.”
End use applications are also on the rise. One market that’s witnessing an uptick in VIP is aerospace, which recognized the benefits of the process decades ago. However, the materials, ancillary products, skill and knowledge weren’t far enough along. Now the time is right, says Blanding.
“There is more infusion going on in aerospace than I think people realize,” she says. “It goes into seatbacks and other products that must be high performance, low weight.”
Blanding says the transportation and recreational vehicle market is also ready to embrace VIP.
“It’s a really hard nut to crack because everything is metal in that industry, but they see the benefits of composites,” she says. “They can get big pieces – like truck sidewalls and floors – that are cored, so they are just as stiff. But they can make them in one piece and avoid a bunch of assembly.”
Advice from the Experts
If you want to take advantage of opportunities in VIP, dive in – but keep your eyes wide open and plan accordingly.
“It’s a relatively simple process in concept, but the devil is in the details,” says Jones.
Consider the following advice:
- Obey the law. Darcy’s Law, an equation that governs the flow of fluid through a porous material, is applicable to VIP. “Darcy’s Law states that the flow rate is relative to the permeability of your materials, the viscosity of your resins and the pressure differential in your mold cavity,” says Duncan. “You have to consider those principles when you are using this process.”
- Design for infusion. The higher fiber-to-resin ratio in VIP leads to greater strength and lower weight, which allows you to reduce laminate thickness. But that can be problematic. “When you reduce the thickness, you reduce flexural stiffness. People often add reinforcement to make up the difference, but reinforcement is twice the density of the resin you are taking out,” says Jones. “So, you could end up with a heavier part. That’s where you need to re-engineer your laminates for infusion or think about adding core materials.”
- Create a checklist and follow it. While VIP is simple, there are several critical steps. Maintaining a checklist will help ensure you adhere to them. “If you’re doing open molding, it’s like driving to work and realizing you need gas. You can stop and get it,” says Cocquyt. “If you switch to resin infusion, you’re now going to work in a Cessna 172. It’s not a problem if you do your preflight check. However, if the gas light comes on at 5,000 feet, you have a problem. That’s the essence of vacuum infusion. It requires very meticulous control in the set up and all the way through.”
- Test everything, says Jones. This includes testing equipment to make sure the vacuum pump is working, testing the mold to ensure it’s airtight, testing resins so you know the gel time and viscosity, testing the laminate to see how fast and far it will flow and more. Blanding echoes this advice. “Whether it’s a new product, new resin or new fabric, you want to know how it behaves before you start to infuse,” she says. “The amount of time invested to test something and learn about it is miniscule compared to the cost of a big failure.”
These are just a handful of considerations. For in-depth guidance, reach out to ACMA and industry suppliers. They offer many options for learning about resin infusion and training employees, including workshops, demonstrations at CAMX and the Certified Composites Technician VIP program.
“We work in an entrepreneurial industry, but you don’t have to do it all on your own,” says Duncan. “Utilize the resources that are available to you.”
Susan Keen Flynn is managing editor of Composites Manufacturing magazine. Email comments to sflynn@keenconcepts.net.

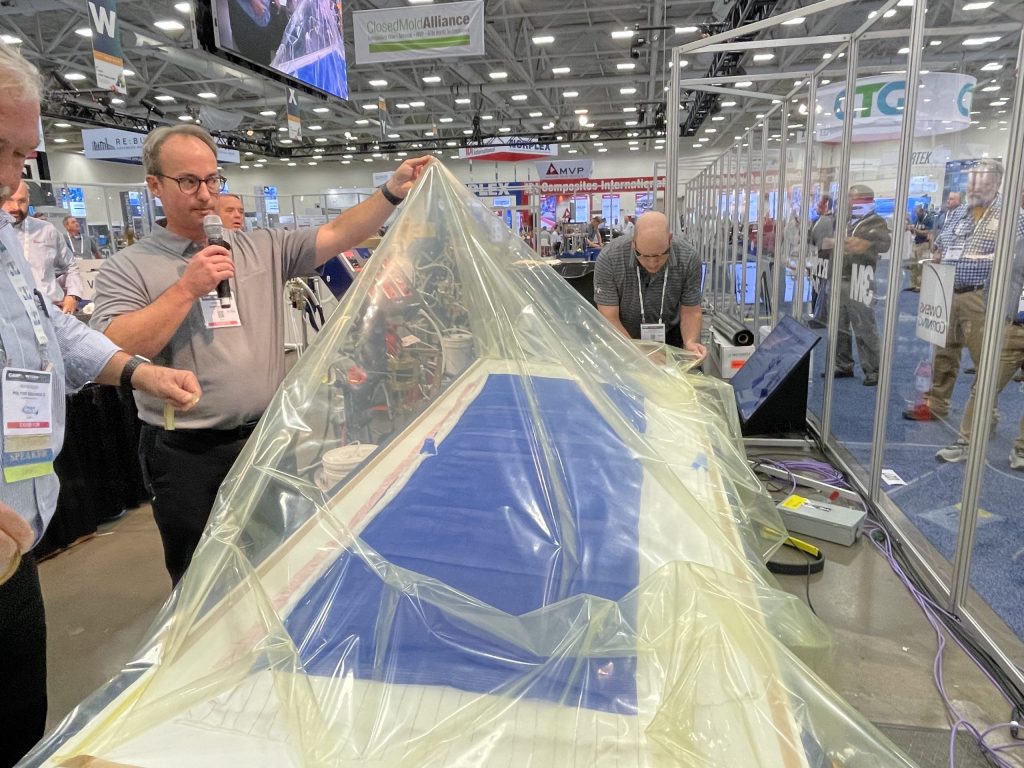
Participants in a 4-day composites infusion training event hosted by Composites Consulting Group (CCG) in November 2022 got hands-on experience. CCG, which is part of the Diab Application Center, hosts the event twice a year at its Dallas facility.
Photo Credit: Composites Consulting Group and Diab

Vectorply combines highly engineered composite reinforcements w/ industry-leading engineering & technical support to help customers achieve their production goals.

A lower-cost “print only” line of machines built around proven LSAM technology
More from Composites Magazine








SUBSCRIBE TO CM MAGAZINE
Composites Manufacturing Magazine is the official publication of the American Composites Manufacturers Association. Subscribe to get a free annual subscription to Composites Manufacturing Magazine and receive composites industry insights you can’t get anywhere else.