


Realigning Around Pultrusion
Highly customizable and incredibly durable, pultruded materials are finding growing demand in a tremendous range of applications. Market research firm Markets & Markets projects that the global pultrusion market will see a compounded annual growth rate of 4% from 2019 through 2024, reaching an estimated $3.4 billion.
The pultrusion process originated in the early 1950s to manufacture FRP composite profiles with a constant cross section. More than 70 years later, fabricators and material suppliers are exploring ways to shake up the process. Industry leaders will gather virtually for ACMA’s Pultrusion Conference April 13 – 15 to share the latest breakthroughs. In anticipation of the conference, Composites Manufacturing magazine provides a look at a few advancements in pultruded applications, manufacturing and materials.
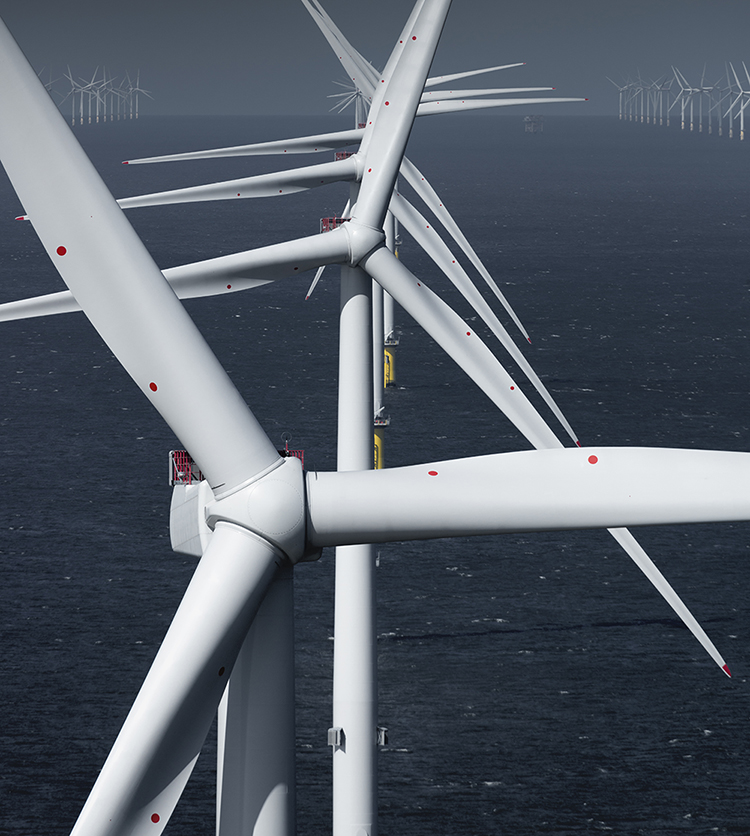
Application Spotlight: Wind Turbines
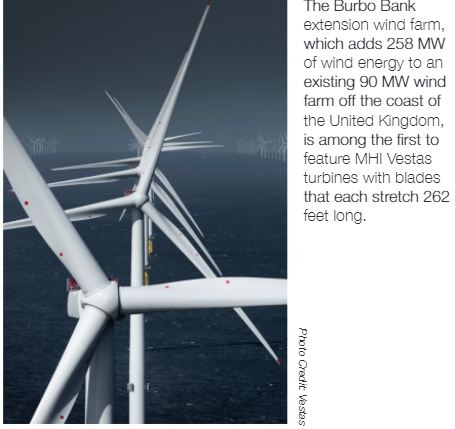
One of the chief benefits of pultruded materials are the strength they bring to long spans. It’s one reason pultruded materials have become what Sascha Erbslöh, formerly with MHI Vestas Offshore Wind (MVOW), calls “the material of choice” for the structural building blocks of wind turbines, most notably the spar caps that serve as the skeleton of the rotor blade. (Last fall, Vestas agreed to acquire MHI’s shares in their offshore wind joint venture and has integrated MVOW into the Vestas group.)
Erbslöh says pultruded CFRP spar caps are inherently more efficient than those fabricated through earlier open-mold, wet lay-up processes. “The main advantage is, of course, that all the fibers are in the right direction,” he says. “[With an open-mold process] you can, in theory, put in individual unidirectional fiber layers, but if you infuse all that you always have a significant chance of creating wrinkles. That is almost completely eliminated if you use pultrusion.”
Erbslöh projects that this ongoing shift toward pultruded parts will drive significantly increased demand for technologies to support pultrusion as the wind energy market itself sees continued growth. The U.S. Department of Energy (DOE) projects that the United States will experience an increase from 113.43 gigawatts (GW) of wind energy in 2020 to 224.07 GW by 2030 and 404.25 GW by 2050.
That type of growth demands another critical characteristic: rapid manufacturing repeatability. That’s another clear advantage of pultrusion, Erbslöh says. “You can assemble it in a very controlled way with pre-manufactured parts. For the most critical parts, that is very advantageous.”
Speed in bringing turbines to market makes manufacturers more competitive and will further reduce energy costs which, in turn, will make turbine installations more attractive. The DOE notes in its 2019 Wind Technologies Market Report that the combination of more – and more efficiently performing – wind turbines is driving down wind energy costs to all-time lows of below two cents per kilowatt hour.
The DOE report adds that increased rotor diameters play an important role in boosting turbine efficiency. And pultrusion is a key enabling technology to building the next generation of larger, more efficient offshore rotors.
Today’s massive turbines are developed to operate efficiently for a minimum of 30 years in the harsh conditions of the North Seas, where wind speeds average around 22 miles per hour. “[Pultrusion] is enabling that kind of an industrial power plant,” Erbslöh says. Now, he adds, the engineering science needs to build upon what’s possible with the current pultrusion technology.
Among other areas, Erbslöh says that turbine manufacturers will find themselves digging deeper into material strength and load capabilities to better determine minimum design standards for safe turbine operation. “I think in the structural design calculations, a lot of partial safety factors get added by default,” he says. “Designers could significantly reduce the material, I think, if they would pay attention to this. I don't think it is fundamentally a big challenge to improve those factors, but it needs the right focus.”
In addition, Erbslöh says, manufacturers are focusing on how to improve CFRP part protection against lightning strikes. While CFRP parts are structurally efficient, they create challenges on the lightning protection front. “It’s better to use all glass and non-conductive materials,” he says. “It definitely requires detailed engineering work and high-fidelity, multi-physics simulations to get a good lightning protection system in place – and a lot of work is going into ensuring that.”
A 2017 paper for the Nordic Insulation Symposium, “Lightning Exposure of Carbon Fiber Composites in Wind Turbine Blades,” notes that the manufacturing process can play a role in improving lightning protection. If considering two examples of unidirectional fibers, one conventional, in which the spars are assembled by laying up sheets of unidirectional fibers, and one in which the carbon fiber is pre-cured through pultrusion, the electrical conductivity matrix for the two processes can differ by a factor of five. Depending upon the specific properties targeted, that could mean pultrusion offers a fivefold improvement in electrical conductivity.
Manufacturing Spotlight: Compression Flow Molding
Durability is a key benefit of pultrusion and one reason it’s attractive to manufacturers in wind energy. But when it comes to durability, perhaps nowhere is this more important than in medical implants that must be made to last a literal lifetime.
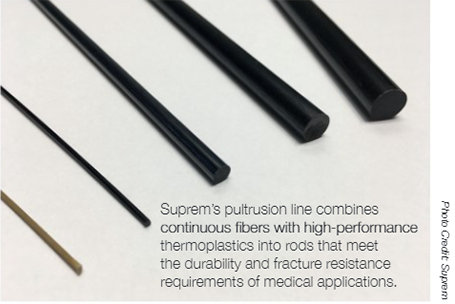
Suprem, a Swiss supplier of continuous fiber reinforced thermoplastic (CFRTP) materials, has been pushing manufacturing advances to support more durable medical products made from CFRTP. Pultrusion processes serve as the first step for creating fracture-resistant rods.
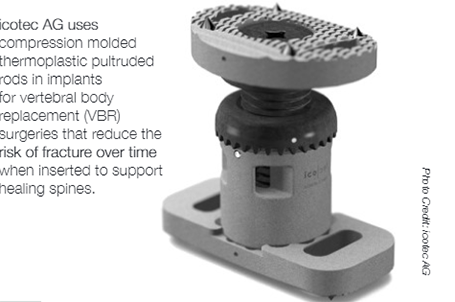
Suprem has worked closely with its sister company and customer icotec AG to develop the carbon-reinforced polyether ether ketone (PEEK) rods used in icotec’s compression flow molding (CFM) process. With CFM, the pultruded carbon/PEEK rod is re-formed into small – less than ½-inch – medical implants, structural bearings and fasteners.
Thermoplastics seem an ideal answer to this unique challenge as they offer critical fracture toughness, as well as rigidity and the temperature, humidity and corrosion resistance necessary to use within the body. This could potentially end the corrosion to which metal implants have long been prone. Corrosion of artificial hips, for example, has been linked to metal poisoning that leads to bone and tissue death and implant failure.
It also means less risk of breakage in spinal screws or the degradation that has occurred with thermoset materials used in synthetic mesh to repair internal tissues. “You can't afford to have contamination in the body,” says Anatole Gilliot, CEO of Suprem and one of the speakers at the Pultrusion Conference.
By first pultruding these materials, Suprem is able to ensure the best possible fiber alignment for the high-load transfers needed by these medical end products. Without appropriate load transfer, medical screws have been known to absorb a disproportionate amount of load, leading to progressive bone loss and screw loosening. The CFM process allows fabricators to increase the resulting part’s fiber content compared to other techniques, an increase that maximizes part properties such as stiffness.
However, pultruding thermoplastics presents some technical challenges, as these polymers tend to have a higher viscosity compared to thermosets. The lower viscosity of materials such as epoxy or vinyl ester, Gilliot explains, make it easier to impregnate continuous fibers without disturbing the alignment of the fiber and creating a void.
Suprem has developed a process to pultrude large content of high-performance fibers uniformly distributed within highly viscous thermoplastics. icotec’s CFM process then uses carbon/PEEK rods manufactured with this advanced technology. Rods are fed into a closed pre-heating cavity. The material is then axially transferred to the mold and formed under pressure.
Thanks to these two processes, spinal screws and other medical fasteners can achieve fiber volume content up to 60%. In contrast, injection-molded parts may typically yield 30 to 40% fiber.
The resulting fasteners’ helically-reinforced threads further protect the component against abrasion when the screw is inserted into the bone. The transitional fiber orientation zone better transfers the forces introduced in the threads to the core, ensuring that the fasteners withstand high-load transfers without damaging the threads.
Gilliot notes that the company continues to review the way it pultruded materials in order to combine different materials or include functional materials.
Materials Spotlight: Advanced Fiberglass
While carbon fiber has gained traction as the reinforcement material of choice for many composites manufacturers seeking strength and rigidity, fabricators are finding that advanced fiberglass can also meet greater performance strength requirements for pultruded structural materials.
Patrick Haller, product director at Owens Corning, notes that improving reinforcement materials’ properties can have a significant impact on a part’s tensile and flex modulus and strength. While many fabricators focus on adjusting resins to achieve specific properties, innovations around the way the glass is made, the chemistry that goes into the glass, and its coatings also help fabricators achieve a stronger reinforcement material.
Haller calls Owens Corning’s high performance composites glass (HP-glass) a third step improvement in fiberglass reinforcement, following E-glass and ECR-glass. “The real improvement is in the mechanical properties,” he explains. “The strength and modulus in both the tensile and flex direction is about 10% better [than ECR-glass], and the corrosion resistance has gotten a little bit better too, specifically with respect to basic media.”
Higher performance glass has tremendous impact in ensuring that structural parts retain their stiffness and strength across significantly longer spans, such as wind turbine blades. “A lot of pultruded parts are structural in nature. It could be something like an I-beam, the surface of scaffolding, or a rail. By increasing the flex modulus by 8 to 12 percent, you can either make the part thinner or you can have a longer span between parts, which can reduce the weight of the system, reduce the cost of the system, open up design flexibility, etc.,” says Haller.
In addition to stronger products, a change in fiber reinforcement can also improve processability. “Our standard products offer fast, uniform strand wet out to reduce resin demand and increase process speed, and the same surface chemistry is used on the higher performance products to provide the same processing benefits,” Haller says. “Additionally, by using the new products and redesigning to use less glass, a fabricator will spend less time setting up a process or changing materials in and out for new parts.”
In many cases, the challenge is determining where it makes the most sense to move to a higher performing, and consequently more expensive, reinforcement fiber. It’s also a balancing act of determining when it is worthwhile to invest in the cost of redesigning a part and tooling to support the change in material.
“Our customers know their applications, they know their processes, they know their design. But one of the things that we can help do is make the connection between an improved material and an improved part in the market application,” Haller says. For example, using stronger glass yields automotive parts that are thinner and lighter which, in turn, leads to better fuel economy or better range for an electric vehicle. It can also lower the part cost, says Haller.
That is one of the most exciting possibilities to come from higher performing fiber reinforcements, he adds. “You’re paying more for a better material upfront but then using less of the material on the back end. You can actually save money in the process of improving performance for the part manufacturer.”
Improved performance is just one of many benefits of pultruded products. Innovations such as those presented here, and ones that will be on display during the 2021 Pultrusion Conference, highlight pultrusion’s ability to create high-quality, complex FRP profiles with consistent, repeatable mechanical properties. It’s an exciting time in this growing segment of the composites industry.

Vectorply combines highly engineered composite reinforcements w/ industry-leading engineering & technical support to help customers achieve their production goals.

A lower-cost “print only” line of machines built around proven LSAM technology
More from Composites Magazine






SUBSCRIBE TO CM MAGAZINE
Composites Manufacturing Magazine is the official publication of the American Composites Manufacturers Association. Subscribe to get a free annual subscription to Composites Manufacturing Magazine and receive composites industry insights you can’t get anywhere else.